Process, manage, and automate payments with agility and security. In just a few seconds, your customer will be ready to purchase your products and services in BRL, and the best part is: you don't need to have a company here in Brazil.
PIX in, PIX out, API, 24/7 support, Backoffice and
International Settlement through stablecoins. Ideal for content platforms, affiliates and sportsbooks.
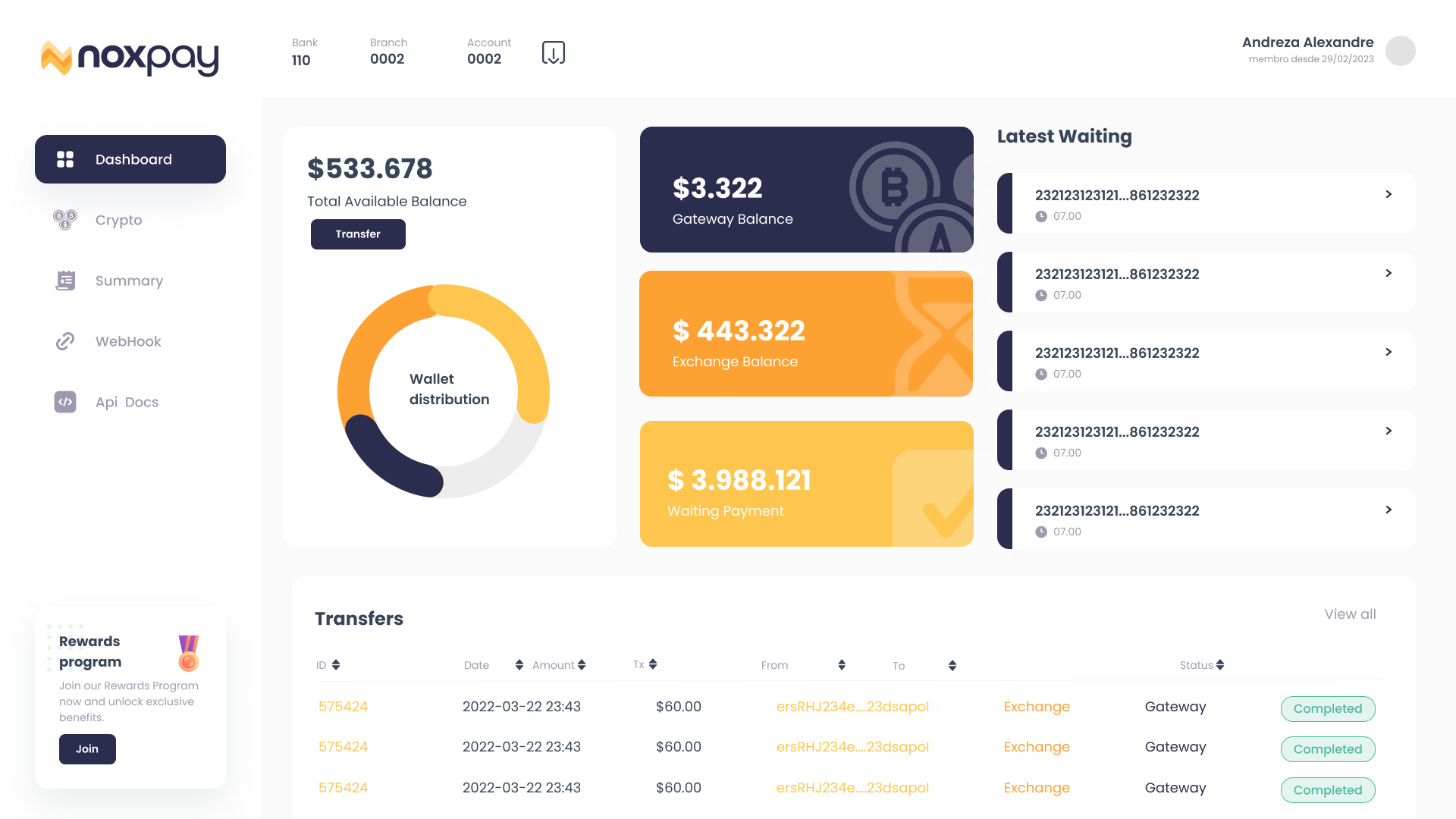
Discover important insights on your dashboard
Process, manage, and automate payments with ease and security. Say goodbye to manual processes and hello to seamless transactions. Here you'll have complete control over your finances from one convenient platform. Whether you're a small business owner or managing a large enterprise, our payment gateway dashboard is the perfect solution to simplify and streamline your payment processes.
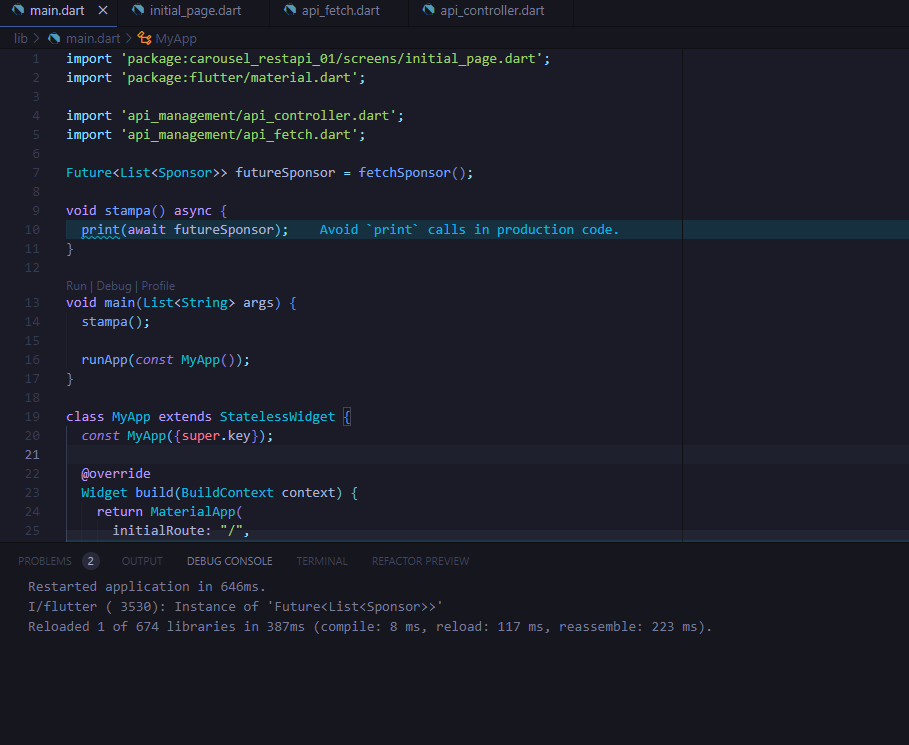
Smart, powerful APIs
With our cutting-edge technology, you can integrate seamless payment capabilities directly into your platform, providing your customers with a fast, secure, and efficient checkout experience. No more manual processes or redirects to third-party payment pages – our API makes it easy for you to manage and automate payments right from your own website. And with top-notch security features, you can rest assured that your customers' financial information is always protected.
PIX is considered a game changer in the Brazilian payments sector, enabling
people to make payments in a simple, quick and secure way.
In July/22, more than 2 BILLION BRL were transacted in the PIX modality in Brazil.
Secure
Send the unique QR payment within seconds for your customer.
Simple and Direct
Integrate quickly and easily. Control everything from your Nox Pay account.
Lower Fees
Our API and server are designed for maximum efficiency, resulting in low operating costs.
How it works
Pay-in
01. Customers makes payments
02. The platform shows transfer pix gateway details
03. Deposits confirmed via API
04. Merchant credits all customers
Pay-out
01. Customers request a pix withdrawal
02. Merchant sends pay-out information via API to Nox Gateway
03. Bank transfer is made to the customer
04. Withdrawal is confirmed through api
Integrate now with our API.
Nox Pay is the simplest solution for your company to provide services to the Brazilian market.